Brennzuschnitte
Brennzuschnitte sind die Ergebnisse des Brennschneidens. Brennschneiden ist ein Trennverfahren, bei dem sich Metalle und Stähle schneiden lassen. Physikalisch funktioniert der Trennungsprozess nur, weil Metalle und Stähle im reinen Sauerstoff verbrennen. Wichtig ist dabei, dass die Verbrennungstemperatur unter dem Schmelzpunkt des zu schneidenden Materials liegt. Der verwendete Brennstrahl besteht aus Brenngas und Sauerstoff. Dadurch entsteht dann die Brennfuge bzw. Schnittfuge. Die Beschaffenheit der Brennfuge ist von der Gaseinstellung, der Schneidegeschwindigkeit und der Schnittführung abhängig.
Schneidanlagen auf dem neuesten technischen Stand. Unser Personal, das ein jahrelanges Know-how aufweist, gewährleistet die Lieferung überdurchschnittlicher Qualität bei kurzen und zuverlässigen Lieferzeiten. Abhängig von der Güte, Dicke, Abmessung, Toleranz- und Qualitätsanforderung fertigen wir bis zu 600 mm Materialstärke auf unseren CNC-gesteuerten Autogen-, Plasma- und Laserschneidanlagen.
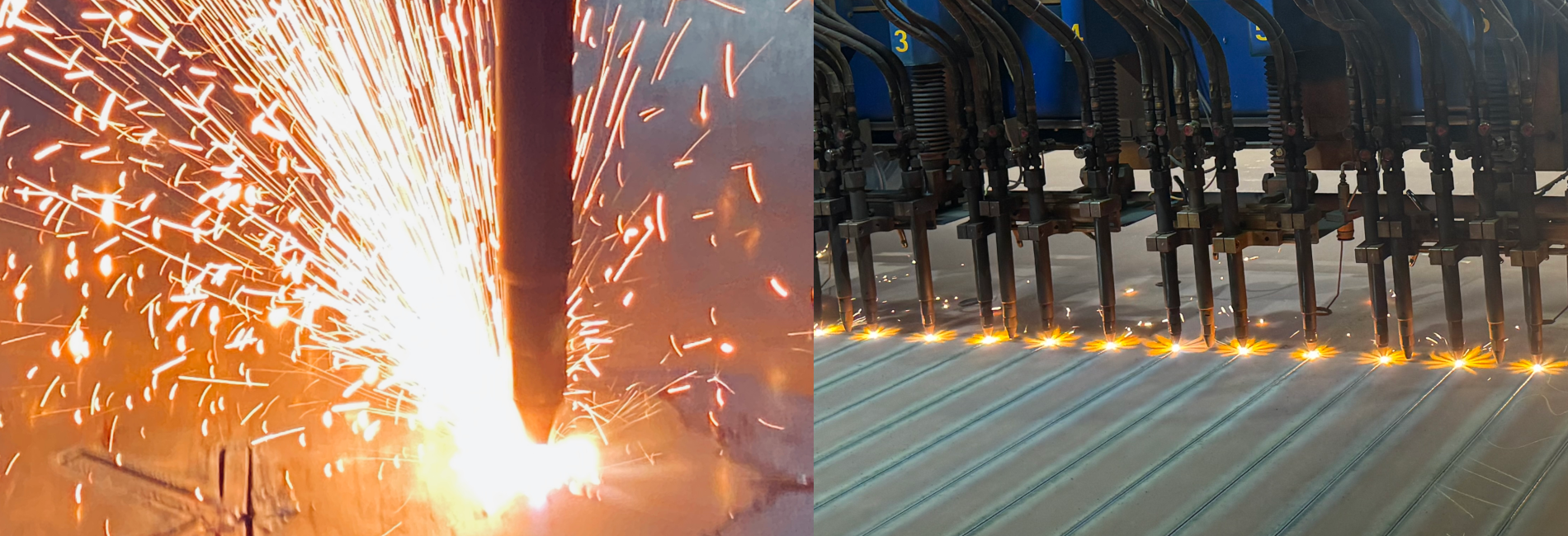
Autogenes Brennschneiden

Autogene Brennzuschnitte bezeichnen ein Trennverfahren mit dem Baustahl und Metallbleche durch eine Flamme getrennt werden. Die erzeugte Verbrennungswärme erhitzt die Werkstoffschichten auf Zündtemperatur, sodass sich der Prozess autogen durch die folgenden Schichten fortsetzt. Durch den Schneidsauerstoff wird die entstehende flüssige Schlacke durch die Fuge geblasen. Als Werkzeug wird ein Brennschneider oder eine Brennschneidemaschine genutzt. Im Allgemeinen versteht man unter Schneidbrennen oder Brennschneiden alle Schneidverfahren, bei denen der Werkstoff verbrannt wird.
Autogenschneidanlagen
- Tischgrößen 6 x 30 m und 12 x 20 m
- Materialdicken 10 – 300 mm
- Brennschneidanlagen mit bis zu 12 Maschinenbrennern
- Stückgewicht (Vormaterial) maximal 28 t
- CNC-gesteuerte Brennerwagenpositionierung
- Eignung für spiegelbildliches Schneiden (z.B. für Zahnstangen)
Autogenschneidanlage für Dickbleche (150–600 mm)
- Tischgröße 4 x 8 m
- Stückgewicht (Vormaterial) maximal 45 t
Streifenbrennanlage mit 32 Maschinenbrennern
- Materialdicken: 8-60 mm, auf Anfrage ab 4 und bis 100 mm möglich
- kleinste mögliche Stärken-/Breitenkombination: 40 x 6 mm sowie Vierkant ab 40 x 40 mm, weitere Kombinationen auf Anfrage möglich
- Längen bis zu 12.000 mm
- geringste mögliche Abweichung der Geradheit, d.h. wenig Verdrehung bzw. Säbeligkeit
Plasmazuschnitte

Der Plasmaschneider erzeugt ein Lichtbogen zwischen dem Werkstück und einer Elektrode. Das Plasma stellt ein elektrisch leitfähiges Gas mit einer Temperatur von circa 30.000 °C dar. Der Lichtbogen erzeugt eine Energiedichte, wodurch das Metall schmilzt und durch den Gasstrahl weggeblasen wird. So entstehen die Schnittfugen bzw. die Plasmazuschnitte. Für eine optimale Schnittfuge werden Schutzgasgemische eingesetzt, die eine Oxidation verhindern. Beispielsweise wird das Plasmaschneiden eingesetzt, um eine Abrundung der Kante bei einer Eintrittsstelle zu erzeugen.
CNC-gesteuerte Plasmaschneidanlagen
- Tischgröße 5 x 28 m
- Materialdicken 4 – 25 mm
- Schneidanlagen mit bis zu 2 Maschinenbrennern
- signieren zur Vorbereitung von Schweißkonstruktionen oder für die Umformung
Laserzuschnitte
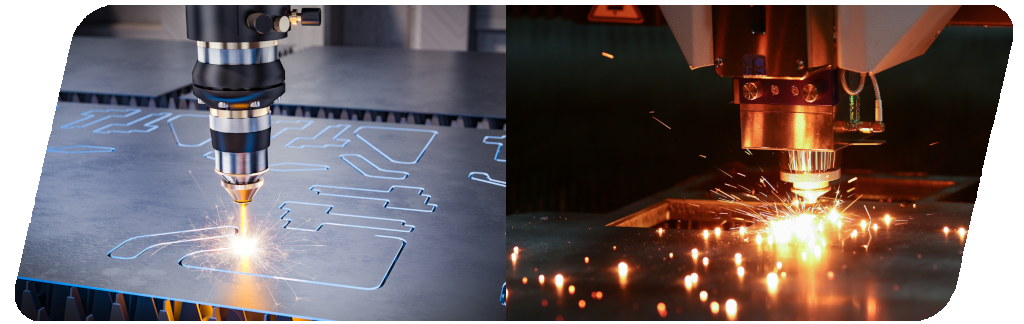
Auch das Laserschneiden ist ein thermisches Trennverfahren. Wenn der Laserstrahl auf die Materialoberfläche trifft, erhitzt dieser das Material so stark, dass es schmilzt oder komplett verdampft. Erst nachdem das Material vom Laserstrahl punktförmig durchdrungen wurde, kann der eigentliche Schneidprozess beginnen. Anschließend fährt das System die gewünschten Muster ab. Je nach Auftrag kann der Einsatz von Prozessgasen das Ergebnis positiv beeinflussen.
Vorteile des Laserschneidens
- Laseranlagen bis zu 12 kW
- Tischgrößen bis zu 3,5 x 14 m
- Materialdicken bis zu 25 mm (abhängig von der Materialgüte)
- geringe Wärmeeinflusszone
- kein bis minimaler Verzug durch Wärme
- kleinste Toleranzen möglich (+/-0,1 mm)
Minimale Winkelabweichung (max. 0,3 mm), engere Toleranzen nach Absprache. Wenig bis keine Nacharbeit der Schneidkonturen.
Brenn- und Lasertoleranzen
Brenntoleranzen gem. EN ISO 9013 bzw. nach Absprache
Bevorzugte Zeichnungsformate für Brennzuschnitte
- .dxf
- .dwg
3D–CAD
Das Abwickeln und Erstellen von dreidimensionalen Bauteilen jeglicher Art gehört zu unserem Alltag.
Alle gängigen Dateiformate, wie zum Beispiel .step, .iges, .prt, .ipt, .sldprt etc., können von uns bearbeitet werden.
Schweißnahtvorbereitung (Fasen)
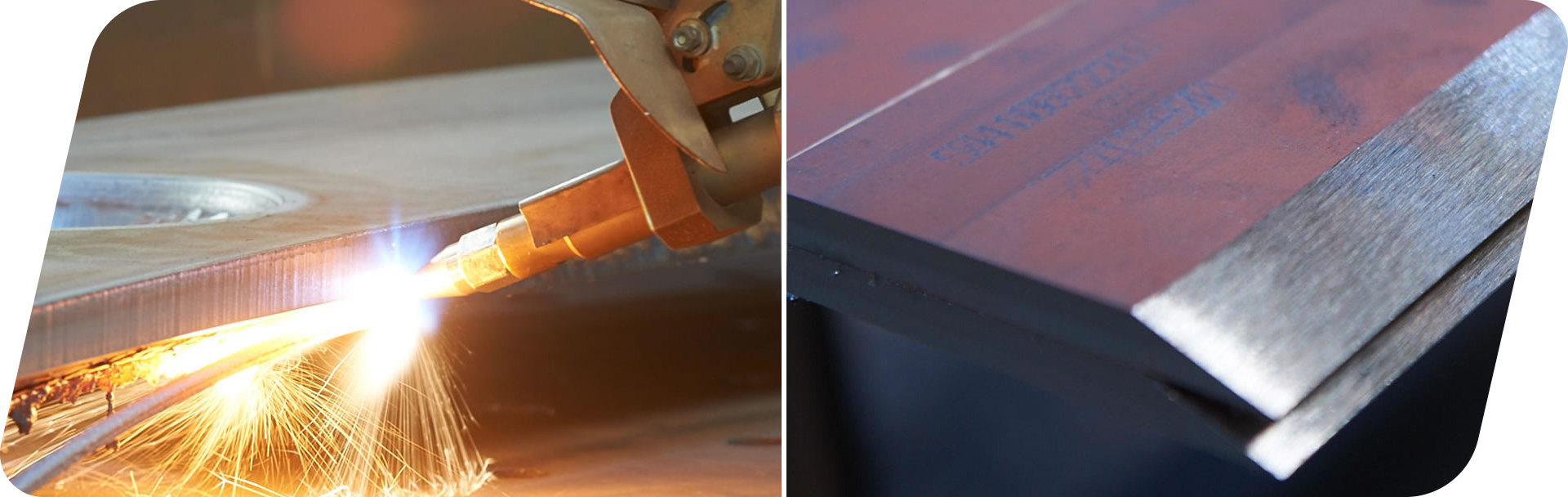
Mechanisch eingebracht
Schleifaggregate:
- Fasen von 9 m je Taktung
- Werkstückdicke bis zu 100 mm und Werkstückbreite ab 100 mm
- Anstellung ohne Bauteildrehung
- 85° Oberfase sowie 45° Unterfase
Schweißkantenformer:
- keine Einschränkung durch die Bauteillänge
- Werkstückdicke bis zu 50 mm
Automatisiert eingebracht
- 6-Achsen-Roboter (Fasen in zwei Ebenen sowie Konturen)
- garantierte Wiederholgenauigkeit
- Fasenschnittlänge bis zu 200 mm
Vorwärmen
- werkstoffspezifische Wärmevorbereitung zum thermischen Trennen
- materialschonend durch einen computergesteuerten Vorwärmeprozess
- energiesparend durch den Einsatz neuester Wärmetechnik
- Protokollierung des gesamten Prozesses

Häufige Fragen und Antworten
Kann ich Brennzuschnitte online bestellen?
Sie können Brennzuschnitte bei UnionStahl online in Auftrag geben. Bei Fragen wenden Sie sich bitte an unsere Ansprechpartner.
Wie lange dauert die Lieferzeit von Brennzuschnitten?
Das hängt sehr stark von Ihrem Auftrag ab. Je nachdem in welchen Stückzahlen Sie produzieren lassen möchten, kann sich die Lieferzeit verlängern oder verkürzen. Sehr gerne nennen wir Ihnen eine Lieferzeit. Sprechen Sie uns jetzt an.
Habe ich als Kunde einen persönlichen Ansprechpartner?
Selbstverständlich haben Sie als Kunde von UnionStahl Nord GmbH einen persönlichen Ansprechpartner an Ihrer Seite, der Ihnen während der gesamten Abwicklung zur Seite steht. Wir freuen uns auf Ihren Kontakt.